一、引言
漿紗機(jī)的主要工藝目的是給紗線上漿,系統(tǒng)主要由牽引和收卷兩部分構(gòu)成。傳統(tǒng)漿紗機(jī)的收卷是由主電機(jī)帶動(dòng)氣動(dòng)機(jī)械無(wú)極調(diào)速器,收卷過(guò)程中的張力需人工調(diào)節(jié),同時(shí)氣動(dòng)機(jī)械無(wú)極調(diào)速器極易磨損,引起收卷張力不穩(wěn)定,嚴(yán)重影響后續(xù)織布的產(chǎn)量和質(zhì)量。隨著變頻調(diào)速技術(shù)的推廣,變頻控制在傳動(dòng)及張力控制領(lǐng)域日漸得到了廣泛應(yīng)用。將變頻控制引入漿紗機(jī)電控系統(tǒng),可保證系統(tǒng)收卷張力的恒定,有效提高系統(tǒng)穩(wěn)定性,提升產(chǎn)品產(chǎn)量和質(zhì)量。
本文擬結(jié)合四方V560變頻器,介紹一種針對(duì)漿紗機(jī)收卷的恒張力控制系統(tǒng),在保證收卷工藝的同時(shí)可顯著提高設(shè)備的可靠性和操作的簡(jiǎn)易性。
二、工藝介紹
漿紗機(jī)的收卷工藝:
1. 在整個(gè)收卷過(guò)程中都必須保持恒定的張力,且無(wú)需人工調(diào)節(jié);
2. 空盤(pán)啟動(dòng)時(shí)不能張力過(guò)大,防止紗線因?yàn)閺埩^(guò)大而斷裂,滿盤(pán)運(yùn)行時(shí)不能張力過(guò)小,防止紗線因?yàn)閺埩^(guò)小而卷曲;
3. 系統(tǒng)響應(yīng)靈敏,加、減速過(guò)程中能夠根據(jù)牽引部分速度及系統(tǒng)張力的變化快速調(diào)節(jié),保證張力穩(wěn)定;
4. 要求將系統(tǒng)所需張力量化且調(diào)節(jié)方便。即能根據(jù)不同紗線上漿的工藝要求來(lái)快速設(shè)定張力大小。
針對(duì)以上的幾點(diǎn)要求,利用V560變頻器搭載張力擴(kuò)展卡設(shè)計(jì)了如下的控制系統(tǒng)。
三、系統(tǒng)方案
如下圖1所示,收卷的恒張力控制,即采用張力卡的開(kāi)環(huán)轉(zhuǎn)矩控制模式,該模式下無(wú)需張力反饋,系統(tǒng)結(jié)構(gòu)簡(jiǎn)單,能夠獲得平穩(wěn)的張力。其具體原理是:按照工藝將系統(tǒng)收卷所需的張力及空、滿盤(pán)卷徑設(shè)置到張力卡,張力卡根據(jù)運(yùn)行線速度,計(jì)算出當(dāng)前卷徑,進(jìn)而得到收卷所需的轉(zhuǎn)矩并將其給到變頻器,再由變頻器進(jìn)行轉(zhuǎn)矩控制。在收卷過(guò)程中,系統(tǒng)可自動(dòng)實(shí)時(shí)計(jì)算當(dāng)前的卷徑,以保證收卷張力的恒定。同時(shí)系統(tǒng)張力錐度的設(shè)置可使材料較好的卷曲成型。

圖1
系統(tǒng)原理框圖、接線圖及控制原理說(shuō)明
系統(tǒng)原理框圖如下圖2所示:
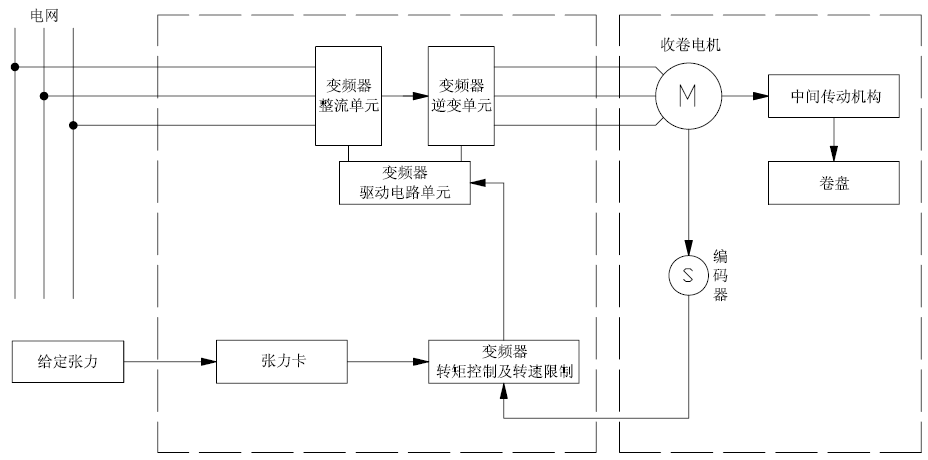
圖2
系統(tǒng)接線圖如下圖3所示:
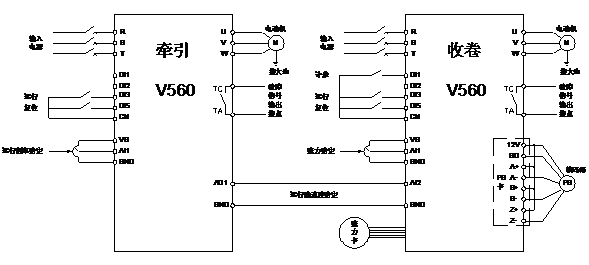
圖3
收卷變頻器采用閉環(huán)矢量模式,通過(guò)模擬電位器給定張力(收卷變頻器的模擬輸入端AI1),線速度由牽引變頻器的AO1模擬輸 出端接入收卷變頻器的AI2(4~20mA)。系統(tǒng)運(yùn)行中,根據(jù)當(dāng)前的線速度、運(yùn)行頻率、張力及張力錐度等參數(shù)設(shè)置自動(dòng)計(jì)算卷徑并實(shí)時(shí)調(diào)節(jié)輸出轉(zhuǎn)矩,保證收卷過(guò)程中紗線張力的恒定。
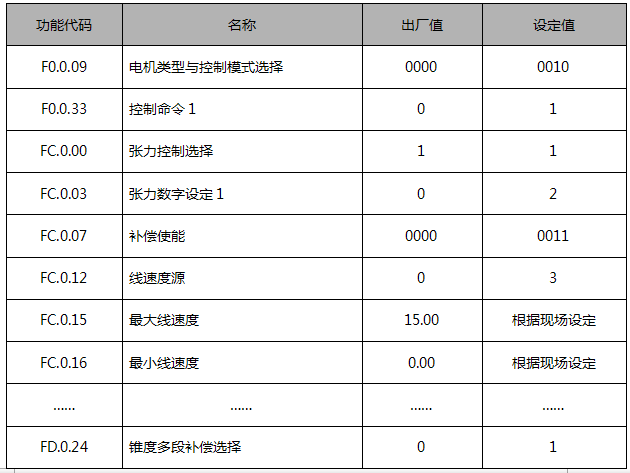
收卷變頻器主要參數(shù)設(shè)置表
四、結(jié)束語(yǔ)
本文介紹了一種基于四方V560矢量型變頻器的漿紗機(jī)恒張力收卷控制系統(tǒng),該方案可使收卷過(guò)程中紗線張力非常穩(wěn)定,并能根據(jù)前級(jí)牽引速度及收卷過(guò)程中張力的變化自動(dòng)快速調(diào)節(jié),整個(gè)系統(tǒng)運(yùn)行穩(wěn)定可靠,有效提升了產(chǎn)品產(chǎn)量和質(zhì)量,為企業(yè)創(chuàng)造了良好的經(jīng)濟(jì)效益。目前已成功的應(yīng)用于多個(gè)漿紗機(jī)收卷系統(tǒng)中。
參考文獻(xiàn):
1、《V560系列高性能矢量變頻器說(shuō)明書(shū)》 深圳市四方電氣技術(shù)有限公司
2、《張力擴(kuò)展卡使用手冊(cè)》 深圳市四方電氣技術(shù)有限公司
